Wat is staalsmeedwerk en hoe werkt het proces?
Smeedwerk van staal is een productieproces waarbij massieve stalen knuppels of staven onder drukkracht worden gevormd - met behulp van hamers, persen of matrijzen - om onderdelen te produceren met superieure mechanische eigenschappen in vergelijking met gegoten of machinaal bewerkte alternatieven. Het resultaat is een korrelstructuur die de contouren van het onderdeel volgt en treksterktes oplevert die doorgaans 20-40% hoger zijn dan die van vergelijkbare gietstalen componenten. Als je onderdelen nodig hebt die bestand zijn tegen vermoeidheid, stoten of cyclische belasting (drijfstangen, krukassen, flenzen, tandwielen) is smeden meestal de meest betrouwbare route om daar te komen.
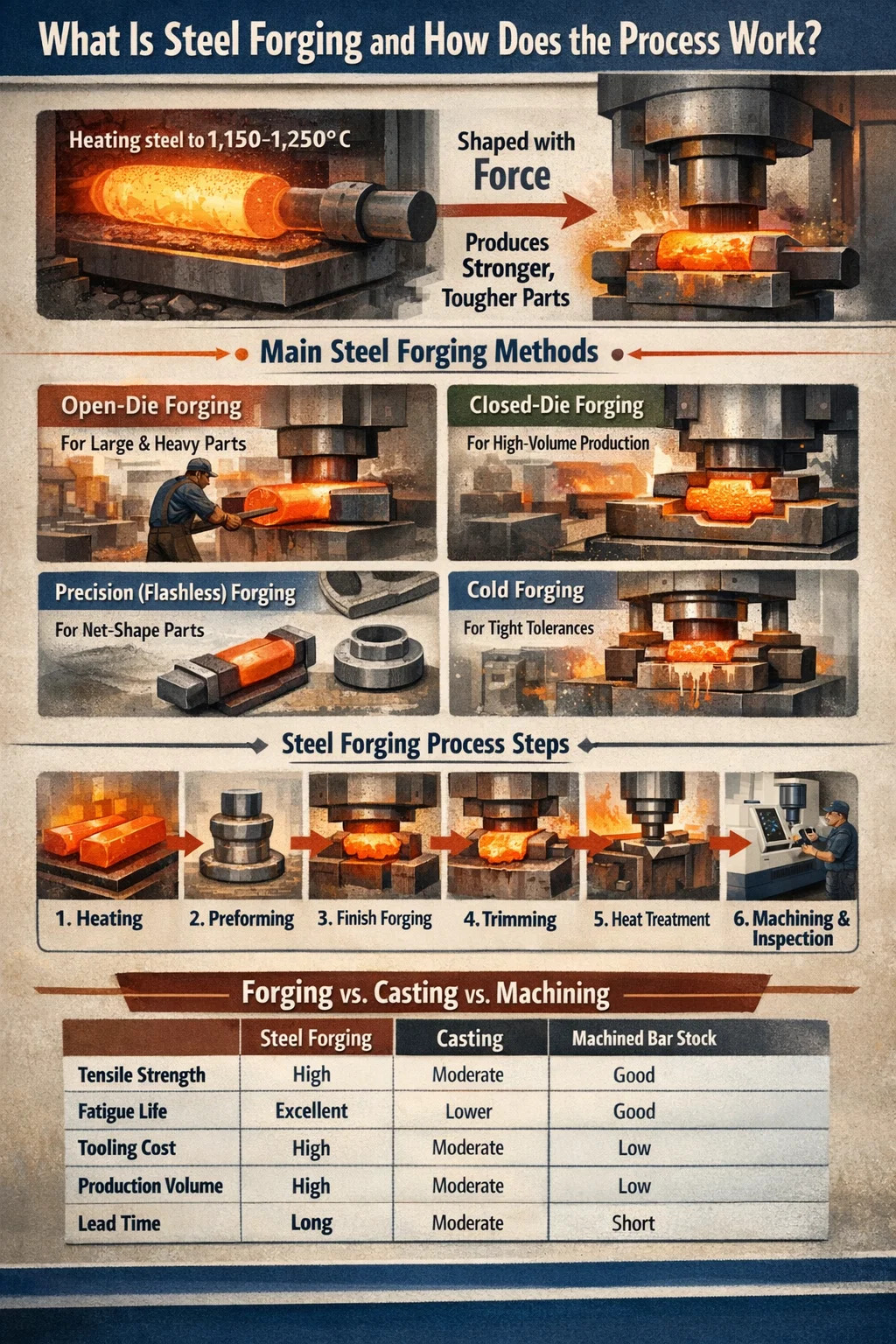
In de kern omvat het proces het verwarmen van staal tot een specifiek temperatuurbereik (meestal tussen 1.100 °C en 1.250 °C voor koolstof- en gelegeerd staal), waarna kracht wordt uitgeoefend om het materiaal plastisch in de gewenste vorm te vervormen. De verhoogde temperatuur vermindert de vloeispanning en verbetert de taaiheid, waardoor het metaal gemakkelijker te vormen is zonder te barsten. Eenmaal afgekoeld, ondergaat het gesmede onderdeel een warmtebehandeling, bewerking en inspectie na het proces voordat het wordt verzonden.
Het smeden van staal is geen enkele techniek. Het vertakt zich in verschillende verschillende methoden, elk geschikt voor verschillende geometrieën, volumes en tolerantievereisten. Begrijpen hoe elke methode werkt – en waar deze tekortschiet – is het startpunt voor elke ingenieur of koper die de juiste beslissing probeert te nemen bij een smederijproject.
Belangrijkste methoden voor het smeden van staal en wanneer deze te gebruiken
Elke staalsmeedmethode produceert onderdelen met verschillende maattoleranties, oppervlaktecondities en gereedschapskosten. Verkeerd kiezen verhoogt de kosten, verlengt de doorlooptijden of resulteert in onderdelen die overmatige secundaire bewerking vereisen.
Open-matrijs smeden
Bij het smeden met open matrijzen (ook wel vrij smeden of smeden genoemd) worden platte of eenvoudig gevormde matrijzen gebruikt die het werkstuk niet volledig omsluiten. Het staal wordt tussen de matrijzen gemanipuleerd door een reeks compressies, rekoefeningen en rotaties. Dit is de methode die wordt gebruikt voor grote assen, cilinders, ringen en blokken: onderdelen die een gewicht kunnen hebben van enkele kilo's tot meer dan 200 ton.
Smeden met open matrijzen is de beste keuze wanneer de onderdeelgrootte de capaciteit van gesloten matrijzen overschrijdt, of wanneer de productieaantallen te laag zijn om duur gereedschap te rechtvaardigen. De maattoleranties zijn groter (doorgaans ±3–6 mm), dus er wordt daarna een aanzienlijke bewerking verwacht. Staalsoorten zoals 4140, 4340 en 316 roestvrij staal worden routinematig op deze manier verwerkt voor de olie- en gasindustrie, de energieopwekking en de zware uitrustingsindustrie.
Gesloten matrijssmeedwerk (indrukmatrijssmeedwerk)
Bij het smeden met gesloten matrijzen wordt gebruik gemaakt van een bijpassende set matrijzen met een holte die ongeveer in de vorm van het voltooide onderdeel is bewerkt. De verwarmde knuppel wordt tussen de matrijzen geplaatst en er wordt kracht uitgeoefend totdat het staal de holte volledig vult, waarbij overtollig materiaal als een flits rond de scheidingslijn naar buiten stroomt. De flitser wordt later afgesneden.
Deze methode levert nauwere toleranties op (doorgaans ±0,5–1,5 mm, afhankelijk van de complexiteit en grootte van het onderdeel), een betere oppervlakteafwerking en een consistentere geometrie dan werk met open matrijzen. De gereedschapskosten zijn hoog – een volledige set matrijzen voor een onderdeel met gemiddelde complexiteit kan $15.000 – $80.000 of meer kosten – dus het smeden van gesloten matrijzen is economisch gezien vooral zinvol voor middelgrote tot hoge productievolumes. Drijfstangen, wielnaven en kleplichamen voor auto's zijn klassieke toepassingen.
Flitsloos (precisie) smeden
Flitsloos smeden elimineert de flits door het knuppelvolume en de matrijsgeometrie nauwkeurig te regelen, zodat het materiaal de holte vult zonder dat het overloopt. Het resultaat is een netvormig of bijna netvormig onderdeel dat minimale bewerking na het smeden vereist. Toleranties van slechts ±0,1–0,3 mm zijn haalbaar.
Dit proces vereist nauwkeurige voorbereiding van de knuppels en hogere investeringen in gereedschap, maar materiaalbesparingen van 10-20% vergeleken met conventioneel smeden met gesloten matrijzen maken het aantrekkelijk voor grootschalige productie van complexe onderdelen zoals tandwielen, kegeltandwielen en ophangingscomponenten.
Rol smeden
Bij het smeden van rollen wordt een verwarmde stalen staaf tussen twee rollen met gevormde groeven gevoerd, waardoor de doorsnede wordt verkleind en tegelijkertijd wordt verlengd. Het wordt doorgaans gebruikt als voorvormstap vóór het smeden van gesloten matrijzen, maar het wordt ook gebruikt als eindproces voor taps toelopende assen, bladveren en railcomponenten. Het continue karakter van het proces maakt het zeer efficiënt voor langwerpige onderdelen.
Boos smeden
Verstuikt smeden vergroot het dwarsdoorsnedeoppervlak van een stalen staaf of staaf door deze langs zijn as samen te drukken, waardoor de lengte wordt verkort en de diameter in een specifieke zone wordt vergroot. Op deze manier worden bouten, tapeinden, kleppen en flensassen geproduceerd. Hogesnelheidssmeedmachines kunnen duizenden onderdelen per uur produceren, waardoor dit een van de meest productieve smeedmethoden voor bevestigingsmiddelen en soortgelijke hardware is.
Koud smeden
In tegenstelling tot de bovenstaande methoden wordt koud smeden uitgevoerd bij of nabij kamertemperatuur. Het staal hardt uit tijdens het proces, waardoor de oppervlaktehardheid en sterkte daadwerkelijk toenemen. De toleranties zijn uitzonderlijk krap (±0,05–0,1 mm) en de oppervlakteafwerking is uitstekend, waardoor draaien of slijpen vaak niet meer nodig is. De wisselwerking is dat er hogere perskrachten nodig zijn en dat er beperkingen zijn op het gebied van onderdeelgeometrie en staalkwaliteit. Staalsoorten met een laag en middelmatig koolstofgehalte zijn het meest geschikt voor koud smeden.
Stap voor stap: hoe het smeden van staal in de praktijk wordt gedaan
Het kennen van de processtappen is van belang, of u nu een onderdeel ontwerpt op smeedbaarheid of een audit uitvoert op de productievloer van een leverancier. Hier ziet u hoe een standaard smeedproces van staal met gesloten matrijs verloopt van grondstof tot afgewerkt onderdeel.
- Materiaalkeuze en voorbereiding van de knuppel: De juiste staalsoort wordt geselecteerd op basis van de mechanische eigenschappen van het afgewerkte onderdeel. Gebruikelijke kwaliteiten zijn onder meer 1045 (medium koolstof, algemeen industrieel), 4140 (chroom-molybdeen, hoge sterkte), 4340 (nikkel-chroom-molybdeen, ruimtevaart) en 17-4 PH roestvrij (corrosiebestendig, hoge sterkte). Het staafmateriaal of de knuppel wordt op het berekende volume gesneden - iets te groot om rekening te houden met flits- en schaalverlies.
- Verwarming: Knuppels worden in een gasgestookte of inductieoven geladen en op de beoogde smeedtemperatuur gebracht. Voor de meeste koolstof- en gelegeerde staalsoorten is dit 1.150–1.250 °C. Temperatuuruniformiteit over de dwarsdoorsnede van de knuppel is van cruciaal belang; een temperatuurgradiënt van meer dan 50°C kan leiden tot scheuren of onvolledige matrijsvulling. Inductieverwarming heeft de voorkeur vanwege een strakke temperatuurcontrole en verminderde kalkvorming.
- Ontkalken: Heet staal ontwikkelt tijdens het verwarmen een oxidehuidlaag. Vóór het smeden wordt deze aanslag verwijderd door waterstralen onder hoge druk (doorgaans 100-200 bar) of door een eerste lichte slag in de matrijs, waardoor de aanslag breekt en voorkomt dat deze in het oppervlak van het onderdeel wordt gedrukt, waardoor oppervlaktedefecten ontstaan.
- Voorvormen (indien nodig): Complexe onderdelen vereisen vaak een of meer voorvormstappen om de metaalmassa dichter bij de uiteindelijke vorm te herverdelen vóór de afdruk van de afwerkingsmatrijs. Dit vermindert matrijsslijtage en verbetert de metaalstroom bij de laatste klap. Het voorvormen gebeurt in afzonderlijke matrijsholtes op dezelfde pers of hamer.
- Beëindig het smeden: De voorgevormde knuppel wordt overgebracht naar de holte van de afwerkingsmatrijs en erop geslagen - hetzij door een hamer (zwaartekracht- of stoomhamer die herhaalde slagen levert) of een pers (mechanische of hydraulische pers die een gecontroleerde enkele slag levert). Het staal vult de holte volledig en extrudeert rond de scheidingslijn.
- Flitstrimmen: Terwijl het nog heet is (of na afkoeling, bij trimpersen), wordt het smeedstuk in een trimmatrijs geplaatst en wordt de flits in één slag uitgestanst. Voor precisieonderdelen kan het bijgesneden smeedstuk opnieuw in een maatmatrijs worden geslagen terwijl het nog warm is om eventuele terugvering te corrigeren en de maatnauwkeurigheid te verbeteren.
- Warmtebehandeling: Afhankelijk van de staalsoort en de uiteindelijke mechanische eigenschappen ondergaan gesmede onderdelen normalisatie, gloeien, afschrikken en ontlaten, of oplossingsbehandeling en veroudering. Het blussen en temperen van 4140-staal kan bijvoorbeeld de treksterkte van 655 MPa (genormaliseerd) tot meer dan 1.000 MPa brengen.
- Bewerking: Zelfs bijna-netvormige smeedstukken vereisen doorgaans CNC-draaien, frezen, boren en slijpen om uiteindelijke maattoleranties, oppervlakteafwerking en kenmerken (draden, boringen, spiebanen) te bereiken die niet rechtstreeks kunnen worden gesmeed.
- Inspectie en testen: Afgewerkte smeedstukken worden dimensionaal geïnspecteerd (CMM of handmatig meten), visueel (oppervlaktescheuren, overlappingen, naden) en vaak door niet-destructief onderzoek - magnetische deeltjesinspectie (MPI) op oppervlaktedefecten, ultrasoon testen (UT) op interne holtes. Mechanische tests op monstercoupons verifiëren de hardheid, treksterkte, slagvastheid en vermoeiingsprestaties.
Staalsoorten die vaak worden gebruikt bij het smeden en hun eigenschappen
Materiaalkeuze is onlosmakelijk verbonden met het smeedproces. De staalsoort bepaalt het smeedtemperatuurbereik, de levensduur van de matrijs, de vereiste perscapaciteit, de warmtebehandeling na het smeden en uiteindelijk de prestaties van het voltooide onderdeel.
| Staalkwaliteit | Smeden temperatuurbereik | Treksterkte (Q&T) | Belangrijkste toepassingen |
|---|---|---|---|
| AISI 1045 | 1.150–1.230°C | ~ 570–700 MPa | Assen, tandwielen, koppelingen |
| AISI 4140 | 1.100–1.230°C | ~900–1.100 MPa | Flenzen, boorkragen, assen |
| AISI 4340 | 1.100–1.200°C | ~ 1.000–1.500 MPa | Landingsgestel, krukassen, ruimtevaart |
| AISI 316 roestvrij | 1.149–1.260°C | ~ 515–690 MPa | Kleppen, fittingen, maritieme hardware |
| F51 Duplex RVS | 1.050–1.150°C | ~620–880 MPa | Onderzeese componenten, chemische fabriek |
| 17-4 PH roestvrij | 1.040–1.150°C | ~930–1.310 MPa | Lucht- en ruimtevaart, medisch, pompschachten |
Een praktische opmerking over het smeden van roestvrij staal: austenitische soorten zoals 316 hebben een hogere vloeispanning dan koolstofstaal, wat betekent dat de pers meer capaciteit nodig heeft voor dezelfde onderdeelgrootte. Ze zijn ook gevoeliger voor verharding door spanning, wat scheuren kan veroorzaken als het opwarmen tussen de passages niet correct gebeurt. Duplexkwaliteiten zijn zelfs nog gevoeliger voor temperatuur; werken buiten het smalle smeedvenster kan de ferriet-austenietbalans destabiliseren en de corrosieweerstand verslechteren.
Belangrijke ontwerpregels voor smeedbare stalen onderdelen
Onderdelen die zonder vervalsing zijn ontworpen, kosten vaak aanzienlijk meer om te produceren, of ze profiteren niet van de structurele voordelen van het proces. Door deze ontwerpprincipes vanaf het begin toe te passen, worden dure herontwerpen later vermeden.
Diepgangshoeken
Alle verticale oppervlakken in een smeedstuk met gesloten matrijs hebben een trekhoek nodig zodat het onderdeel uit de matrijs kan worden geworpen. Standaard diepgang voor stalen smeedstukken is 5–7° op externe oppervlakken en 7–10° op interne oppervlakken . Functies met nul- of negatieve trek vereisen complexere gereedschappen met uitwerppennen of gesplitste matrijzen, wat de kosten aanzienlijk verhoogt.
Hoek- en hoekradii
Scherpe interne hoeken veroorzaken spanningsconcentraties in de matrijs en in het voltooide onderdeel. Een minimale interne afrondingsradius van 3 mm is een praktisch uitgangspunt, waarbij 6 mm of groter de voorkeur heeft in zwaar belaste zones. De buitenhoekradii moeten minimaal 1,5 mm bedragen. Onderdelen met de juiste afrondingen vertonen een verbetering van de levensduur tegen vermoeiing tot wel 3x vergeleken met onderdelen met scherpe overgangen.
Plaatsing van scheidingslijnen
De scheidingslijn is waar de twee matrijshelften elkaar ontmoeten. Het moet op de grootste dwarsdoorsnede van het onderdeel worden geplaatst om de matrijsdiepte en flits te minimaliseren. Een rechte, vlakke scheidingslijn is de eenvoudigste en goedkoopste optie. Gebogen of schuine scheidingslijnen maken het gereedschap ingewikkelder, maar kunnen voor bepaalde geometrieën noodzakelijk zijn.
Variatie in sectiedikte
Grote variaties in de dikte van de dwarsdoorsnede binnen hetzelfde onderdeel zorgen voor een ongelijkmatige metaalstroom tijdens het smeden. Dunne secties vullen sneller en koelen sneller af dan dikke secties, wat leidt tot ondervulling of barsten. Als vuistregel geldt dat de verhouding tussen de maximale en minimale wanddikte bij een staalsmeedwerk niet groter mag zijn dan 4:1 zonder een zorgvuldig ontwerp van de voorvorm om het materiaal vooraf te verdelen.
Oriëntatie van de graanstroom
Een van de belangrijkste voordelen van het smeden van staal ten opzichte van gieten of het bewerken van staafmateriaal is de mogelijkheid om de graanstroom uit te lijnen met de hoogste spanningsrichting tijdens gebruik. Een drijfstang die is gesmeed met longitudinale graanstroom langs de as van de stang, heeft een veel betere weerstand tegen vermoeidheid dan een drijfstang die is vervaardigd uit staafmateriaal, waarbij de korrel dwars over kritieke secties loopt. Ontwerp het onderdeel zo dat de primaire belastingsas op één lijn ligt met de hoofdsmeedrichting.
Staal smeden versus gieten versus machinaal bewerken uit staafmateriaal
Ingenieurs worden vaak geconfronteerd met de keuze tussen smeden, gieten en machinaal bewerken bij het selecteren van een productieroute voor structurele stalen onderdelen. Elke methode heeft een duidelijk prestatie- en kostenprofiel.
| Criterium | Stalen smeden | Gieten | Bewerkte staafvoorraad |
|---|---|---|---|
| Treksterkte | Hoog (korrelverfijnd) | Matig (porositeitsrisico) | Goed (afhankelijk van het cijfer) |
| Vermoeidheid leven | Uitstekend | Lager (interne defecten) | Goed als de korrel uitgelijnd is |
| Geometrische complexiteit | Matig | Hoog | Hoog (CNC) |
| Gereedschapskosten | Hoog (dies) | Matig (patterns/molds) | Laag tot geen |
| Eenheidskosten bij hoog volume | Laag | Laag to moderate | Hoog (material waste) |
| Interne defecten | Minimaal (holtes gesloten) | Mogelijk (krimp, porositeit) | Afhankelijk van de kwaliteit van de staaf |
| Doorlooptijd (prototype) | Lang (matrijzenproductie) | Matig | Kort |
De beslissing komt doorgaans neer op drie factoren: het jaarlijkse productievolume, de vereiste mechanische prestaties en de complexiteit van de onderdelen. Voor onderdelen met complexe interne doorgangen of ondersnijdingen wint gieten vaak alleen op het gebied van de geometrie. Voor structurele onderdelen in grote volumes in de automobielsector, de lucht- en ruimtevaartsector of de olie- en gassector wint smeden vrijwel altijd aan prestaties en levenscycluskosten. Bewerking uit staafmateriaal is het meest zinvol voor prototypes, zeer kleine batches of onderdelen die simpelweg te klein zijn om economisch te smeden.
Veelvoorkomende defecten bij het smeden van staal en hoe u deze kunt voorkomen
Zelfs met de juiste procesparameters kunnen stalen smeedstukken defecten ontwikkelen die de structurele integriteit in gevaar brengen. Als u weet wat de oorzaak van elk defect is en hoe u dit vroegtijdig kunt onderkennen, voorkomt u kostbare veldfouten.
Ronden en plooien
Overlappingen ontstaan wanneer een oppervlakterimpel of overhang wordt teruggevouwen en zonder hechting in het oppervlak van het onderdeel wordt gesmeed. Ze verschijnen als lineaire oppervlaktedefecten, die doorgaans parallel lopen aan de scheidingslijn. De hoofdoorzaak is meestal een onjuiste vorm van de voorvorm, overmatige flits of een slechte verdeling van de metaalstroom in de matrijs. Magnetische deeltjesinspectie detecteert op betrouwbare wijze rondjes op het oppervlak. Preventie vereist een goed ontwerp van de voorvormen en optimalisatie van de matrijsholte.
Ondervulling
Ondervulling betekent dat de matrijsholte tijdens het smeden niet volledig met staal was gevuld, waardoor er ondiepe depressies op het oppervlak van het onderdeel achterbleven. Oorzaken zijn onder meer onvoldoende gewicht van de knuppel, een te lage smeedtemperatuur, overmatige flits waardoor materiaal wegbloedt voordat de holte gevuld is, of onvoldoende perscapaciteit. Dimensionale inspectie zal in de meeste gevallen ondervulling opsporen, maar het kan beter worden opgespoord tijdens de eerste productierun door het snijden van monsters.
Kraken
Oppervlaktescheuren ontstaan wanneer het staal wordt gesmeed bij een te lage temperatuur (onder het overgangsbereik van ductiel naar bros), wanneer de reksnelheid te hoog is, of wanneer het staal een overmatig zwavel- of fosforgehalte heeft, wat hittekortsluiting bevordert. Interne scheuren (barstdefecten) ontstaan wanneer tijdens het smeden trekspanningen in de kern ontstaan, vaak in zware delen. Door de smeedtemperatuur voor de meeste gelegeerde staalsoorten boven de 1.050 °C te houden en overmatige reductie per doorgang te vermijden, worden de meeste scheurdefecten voorkomen.
Ontkoling
Langdurige blootstelling aan lucht bij hoge temperaturen zorgt ervoor dat koolstof uit de stalen oppervlaktelaag diffundeert, waardoor een zachte, koolstofarme zone ontstaat die de hardheid en weerstand tegen vermoeidheid vermindert. Een ontkolingsdiepte van 0,3–0,8 mm is niet ongebruikelijk bij onderdelen die in open vuurovens worden verwarmd. Het gebruik van ovens met gecontroleerde atmosfeer of inductieverwarming vermindert de ontkoling aanzienlijk, en het machinaal verwijderen van de aangetaste laag is de standaardsanering als dit toch gebeurt.
Sterfverschuiving
Matrijsverschuiving vindt plaats wanneer de bovenste en onderste matrijshelften tijdens het smeden niet goed uitgelijnd zijn, waardoor een onderdeel ontstaat dat verschoven is op de scheidingslijn. Zelfs een verschuiving van 0,5 mm kan ertoe leiden dat een onderdeel de maatinspectie niet doorstaat. Regelmatige matrijsuitlijningscontroles en goed onderhoud van de lokalisatiesleutels voorkomen dit defect in de productie.
Industrieën die afhankelijk zijn van het smeden van staal en waarom
De vraag naar het smeden van staal wordt gedreven door industrieën waar structureel falen geen optie is. Door te begrijpen waar en waarom smeden wordt gespecificeerd, kunnen kopers investeringen in gereedschap rechtvaardigen en kunnen ingenieurs pleiten voor smeden boven concurrerende processen.
- Automobiel: Drijfstangen, krukassen, fusees, wielnaven, nokkenassen en transmissietandwielen zijn bijna universeel gesmeed. Een typische personenauto bevat 35-45 kg gesmede stalen onderdelen. De vermoeidheids- en slagvastheid van gesmeed staal is de reden dat deze veiligheidskritische componenten niet worden gegoten.
- Olie en gas: Boren, boorkragen, BOP-componenten, kleplichamen, flenzen (ANSI/ASME B16.5) en onderzeese connectoren moeten worden gesmeed om extreme druk in het boorgat (tot 15.000 psi werkdruk in sommige toepassingen) en corrosieve omgevingen te kunnen weerstaan. ASME/ANSI- en API-normen verplichten het smeden van veel van deze componenten.
- Lucht- en ruimtevaart: De veerpoten van het landingsgestel, de vleugelbevestigingen, de motorsteunen en de turbineschijven zijn gesmeed uit hoogwaardig gelegeerd staal en superlegeringen. De strenge eisen van de lucht- en ruimtevaartindustrie op het gebied van traceerbaarheid, gecertificeerde materiaaltestrapporten en niet-destructief onderzoek maken smeden tot de standaardkeuze voor structurele cascocomponenten.
- Energieopwekking: Stoomturbinerotoren, generatorschachten en drukvatkoppen in kerncentrales en conventionele energiecentrales behoren tot de grootste geproduceerde smeedstukken: smeedstukken met enkele open matrijs kunnen 150 tot 300 ton wegen. De materiaalintegriteit die vereist is voor componenten die 30 tot 60 jaar onder gecombineerde thermische en mechanische belasting werken, kan alleen worden bereikt door gecontroleerd smeden en warmtebehandeling.
- Mijnbouw- en bouwapparatuur: Rupsschakels van bulldozers, bakpennen van graafmachines, hamers van steenbrekers en boorstangen zijn onderhevig aan zware schokken en schurende slijtage. Smeedstukken van hoog mangaan- en laaggelegeerd staal zijn onder deze omstandigheden veel beter bestand tegen vervorming en breuk dan gegoten alternatieven.
- Verdediging: Artillerieprojectielen, pantserdoordringende penetrators, tankspoorcomponenten en kanonlopen worden gesmeed om te voldoen aan militaire specificaties die een specifieke hardheid, taaiheid en maatvastheid vereisen die niet door andere processen kan worden bereikt.
Kwaliteitsnormen en certificeringen voor staalsmeedstukken
Door stalen smeedstukken te kopen zonder te verwijzen naar de toepasselijke normen, worden kopers blootgesteld aan kwaliteitsvariabiliteit en niet-conforme onderdelen. De belangrijkste normen voor de kwaliteit van het smeden van staal zijn de moeite waard om te kennen voordat u een inkooporder schrijft.
- ASTM A668 / A668M: Standaardspecificatie voor smeedstukken van koolstof- en gelegeerd staal voor algemeen industrieel gebruik. Omvat acht klassen met mechanische eigenschappen, variërend van treksterkte van 485 MPa (klasse D) tot 830 MPa (klasse L).
- ASTM A182: Dekt pijpflenzen van gesmeed of gewalst aluminium en roestvrij staal, gesmede fittingen en kleppen voor gebruik bij hoge temperaturen. Er wordt veel naar verwezen in specificaties voor olie- en gas- en chemische verwerking.
- ASTM A105: Standaard voor koolstofstalen smeedstukken voor leidingtoepassingen bij omgevings- en hogere temperaturen. Dit is een van de meest genoemde specificaties voor flenzen en fittingen in industriële leidingsystemen.
- API6A/6D: Normen van het American Petroleum Institute voor putmond- en kerstboomapparatuur (6A) en pijpleidingkleppen (6D). Deze normen definiëren materiaalklassen, testvereisten en traceerbaarheidsdocumentatie voor gesmede componenten die worden gebruikt in koolwaterstoftoepassingen.
- AMS (specificaties voor ruimtevaartmateriaal): SAE AMS-normen zoals AMS 2750 (pyrometrie voor warmtebehandeling) en materiaalspecifieke AMS-kwaliteiten (bijvoorbeeld AMS 6414 voor 4340 staal) zijn van toepassing op smeedstukken in de lucht- en ruimtevaart. Naleving vereist gedocumenteerde kalibratie van de oven, gecertificeerde materiaaltestrapporten en inspectie van het eerste artikel.
- ISO 9001 / IATF 16949: Kwaliteitsmanagementsysteemcertificeringen voor leveranciers van smederijen in de algemene industrie (ISO 9001) en de automobielsector (IATF 16949). Deze certificeringen geven aan dat de leverancier een gedocumenteerd kwaliteitssysteem hanteert, maar garanderen op zichzelf niet dat het product voldoet aan specifieke mechanische specificaties.
Vraag altijd bij elke vervalste zending om materiaaltestrapporten (MTR's), dimensionale inspectierapporten en BDE-rapporten. Voor kritische toepassingen zijn getuigentesten in de smederij een standaardpraktijk in de lucht- en ruimtevaart- en nucleaire aanbestedingen.
Veelgestelde vragen over het smeden van staal
Wat is de minimale bestelhoeveelheid voor smeedwerk van staal met gesloten matrijs?
De meeste smederijen met gesloten matrijzen hanteren een minimale bestelhoeveelheid (MOQ) van 100 tot 500 stuks voor nieuwe gereedschapsprojecten, hoewel dit varieert afhankelijk van de grootte en complexiteit van de onderdelen. Voor kleine, eenvoudige onderdelen overwegen sommige winkels proefruns van 50 stuks. De hoge gereedschapskosten vormen de belangrijkste beperking; de matrijskosten, verdeeld over minder onderdelen, verhogen de kosten per eenheid aanzienlijk. Smeedstukken met open matrijzen hebben geen praktisch MOQ-minimum, aangezien er geen aangepast gereedschap vereist is.
Hoe lang duurt het voordat stalen smeedstukken worden gemaakt?
Voor smeedstukken met gesloten matrijzen met nieuwe gereedschappen bedragen de doorlooptijden doorgaans 10-16 weken: 4-6 weken voor het ontwerp en de productie van de matrijzen, 1-2 weken voor smeedproeven voor het eerste artikel, en 2-4 weken voor de warmtebehandeling en machinale bewerking van productieonderdelen. Smeedstukken in open matrijzen voor grote onderdelen kunnen 8 tot 20 weken duren, afhankelijk van de capaciteit van de smederij en de beschikbaarheid van stalen knuppels. Herhaalbestellingen van bestaande matrijzen duren doorgaans 4–8 weken.
Kan roestvrij staal met dezelfde apparatuur worden gesmeed als koolstofstaal?
Ja, er worden dezelfde hamers en persen gebruikt, maar roestvrij staal – vooral austenitische kwaliteiten – vereist hogere smeedkrachten dan koolstofstaal bij gelijkwaardige temperaturen vanwege de hogere vloeispanning. Een pers die geschikt is voor een specifiek onderdeelformaat van koolstofstaal moet mogelijk een lagere rating krijgen of het onderdeel moet in kleinere bewerkingen worden opgesplitst wanneer wordt overgeschakeld op roestvrij staal. De levensduur van de matrijzen is doorgaans ook korter bij het smeden van roestvrij staal vanwege de hogere grensvlakdrukken en schurende oxideafzetting.
Is warm smeden anders dan warm smeden?
Ja. Warm smeden wordt uitgevoerd in het temperatuurbereik tussen koud smeden en warm smeden – doorgaans 650–950 °C voor staal. Bij deze temperaturen is de vloeispanning lager dan bij kamertemperatuur (waardoor het vormen gemakkelijker wordt), maar het staal vormt niet de zware oxidehuid die je ziet bij heet smeden. Het resultaat is een betere oppervlakteafwerking en nauwere toleranties dan heet smeden, met lagere perskrachten dan koud smeden. Warm smeden wordt gebruikt voor onderdelen met gemiddelde complexiteit waarbij de oppervlaktekwaliteit belangrijk is, maar de krachten bij koud smeden onpraktisch hoog zouden zijn.
Hoe specificeer ik een smeedstuk correct op een tekening?
Een volledige smeedspecificatie op een tekening moet het volgende omvatten: de staalsoort (ASTM-, AISI- of AMS-aanduiding), de warmtebehandelingsconditie en de vereiste hardheid of trek-/vloeigrens, vereisten voor trekhoeken, minimumafrondings- en hoekradii, oppervlakteafwerking (Ra-waarde) voor gesmede oppervlakken, toegestane flitsuitbreiding bij de scheidingslijn, vereiste NDE-methoden (MPI, UT) en acceptatiecriteria, en de toepasselijke vereisten voor het testrapport van het materiaal. Door te verwijzen naar de toepasselijke ASTM-norm (bijvoorbeeld ASTM A668, Klasse F) worden alle materiaal- en testvereisten netjes met elkaar verbonden.