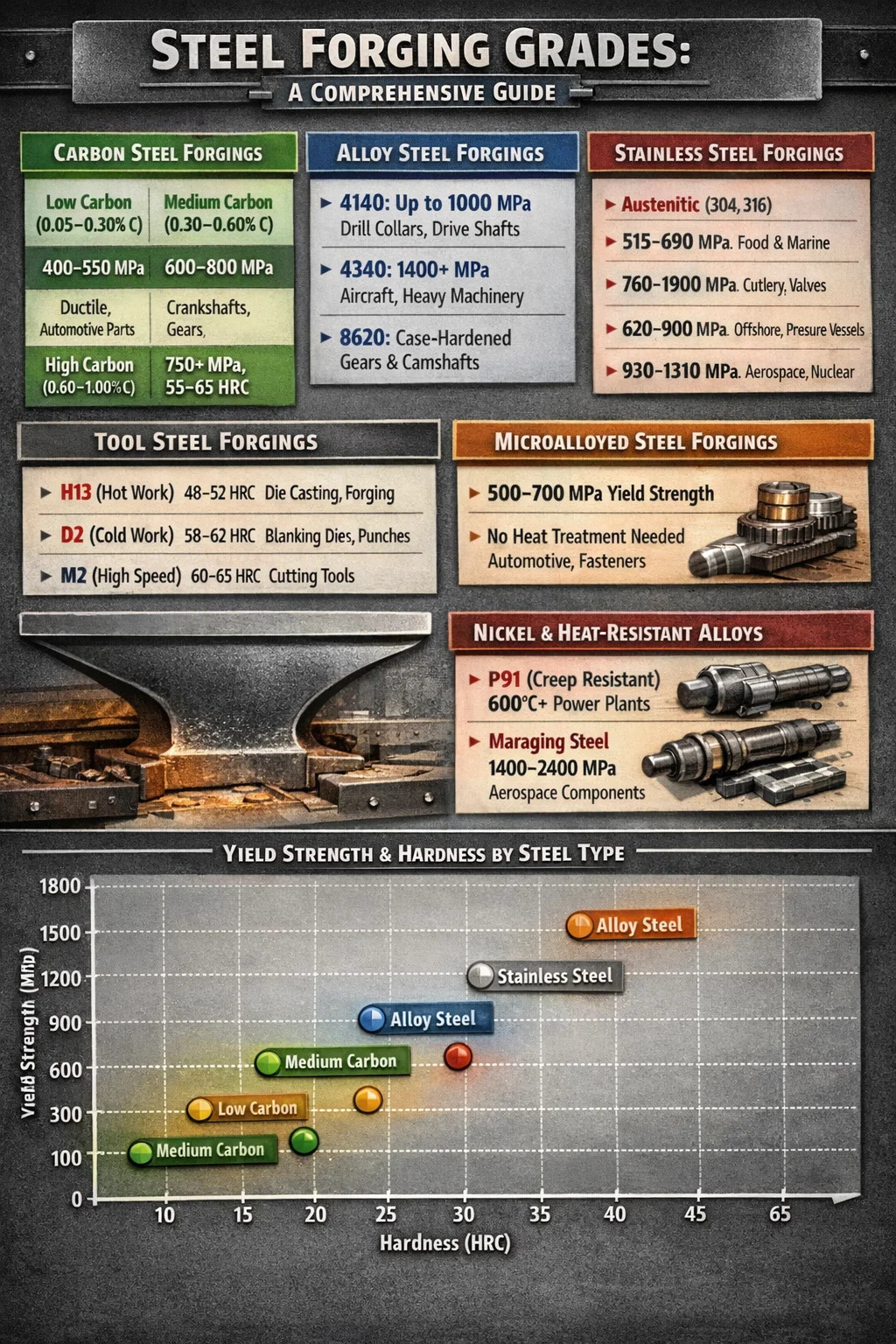
Smeedwerk van staal is een van de oudste en meest betrouwbare metaalbewerkingsprocessen in de productie. Het korte antwoord op welke soorten smeedstaal er bestaan: koolstofstaal, gelegeerd staal, roestvrij staal, gereedschapsstaal en microgelegeerd staal zijn de vijf belangrijkste categorieën die worden gebruikt bij het industrieel smeden van staal. Elk type voldoet aan verschillende mechanische en milieueisen, en het kiezen van de verkeerde kan leiden tot voortijdige uitval, veiligheidsrisico's of onnodige kostenoverschrijdingen.
Deze uitsplitsing behandelt elke categorie diepgaand: wat maakt ze anders, waar ze het beste presteren en hoe de cijfers er feitelijk uitzien als je de vloeigrens, hardheid en toepassingsbereik vergelijkt.
Smeedstukken van koolstofstaal: het werkpaard van de industrie
Koolstofstaal is verantwoordelijk voor het grootste deel van alle staalproductie wereldwijd. Het is ingedeeld in drie subgroepen op basis van het koolstofgehalte, en dat koolstofpercentage heeft een direct en meetbaar effect op de sterkte, hardheid en ductiliteit.
Laag koolstofstaal (0,05% – 0,30% C)
Smeedstukken van koolstofarm staal zijn zeer taai en gemakkelijk te vormen. De treksterkte varieert doorgaans van 400 tot 550 MPa. Deze smeedstukken worden vaak gebruikt voor structurele componenten, carrosseriedelen van auto's en bouten voor algemene doeleinden. Ze reageren niet goed op een warmtebehandeling voor verharding, maar zijn gemakkelijk te lassen en machinaal te bewerken.
Middelmatig koolstofstaal (0,30% – 0,60% C)
Dit is het meest vervalste assortiment. Middelgrote koolstofkwaliteiten zoals AISI 1040 en AISI 1045 bieden een sterke balans tussen sterkte en taaiheid. Warmtebehandeling kan de vloeigrens boven 600 MPa brengen. Toepassingen zijn onder meer krukassen, drijfstangen, assen, tandwielen en spoorwegcomponenten. AISI 1045 is misschien wel de meest gespecificeerde smeedwerksoort van middelmatig koolstofstaal in de algemene machinebouw.
Hoog koolstofstaal (0,60% – 1,00% C)
Smeedstukken met een hoog koolstofgehalte bieden superieure hardheid en slijtvastheid, maar zijn brosser en moeilijker om mee te werken. Ze worden gebruikt voor veren, snijgereedschappen, staalkabels en railstaal. De hardheidswaarden bereiken routinematig 55–65 HRC na de juiste warmtebehandeling, waardoor ze ongeschikt zijn voor toepassingen met zware impact zonder zorgvuldige ontwerpoverwegingen.
Smeedstukken van gelegeerd staal: verbeterde prestaties door chemie
Smeedstukken van gelegeerd staal bevatten opzettelijke toevoegingen van chroom, molybdeen, nikkel, vanadium of mangaan boven de hoeveelheden die in koolstofstaal worden aangetroffen. Deze toevoegingen wijzigen de hardbaarheid, taaiheid bij verhoogde temperaturen en weerstand tegen vermoeidheid en corrosie. Het totale gehalte aan legeringselementen ligt doorgaans tussen 1% en 5%.
De meest voorkomende smeedkwaliteiten van gelegeerd staal zijn:
- 4140 (Cr-Mo-staal): Treksterkte tot 1000 MPa in geharde en getemperde toestand. Gebruikt in olie- en gasboorkragen, defensiecomponenten en aandrijfassen voor auto's.
- 4340 (Ni-Cr-Mo-staal): Een van de sterkste gelegeerde staalsoorten die algemeen worden gebruikt, met treksterktes van meer dan 1400 MPa die haalbaar zijn door middel van warmtebehandeling. Te vinden in landingsgestellen van vliegtuigen, zware krukassen en hoogwaardige assen.
- 8620: Een hardingsgraad die populair is voor tandwielen en nokkenassen waarbij een taaie kern en een hard oppervlak beide tegelijkertijd nodig zijn.
- EN36 en EN24: Gebruikelijk in Britse/Europese specificaties voor zware technische smeedstukken zoals turbineschachten en onderdelen van kerncentrales.
Het voordeel van het smeden van gelegeerd staal ten opzichte van koolstofstaal is de diepte van de hardbaarheid. Een 4140 bar met een diameter van 100 mm kan doorgehard worden tot een uniforme microstructuur, terwijl een gewoon koolstofstaal met dezelfde diameter een duidelijke hardheidsdaling van oppervlak tot kern zou vertonen.
Roestvaststalen smeedstukken: corrosiebestendigheid onder mechanische belasting
Roestvaststalen smeedstukken bevatten minimaal 10,5 gewichtsprocent chroom, dat een passieve oxidelaag vormt die bestand is tegen oxidatie en corrosie. Het smeedproces verfijnt de korrelstructuur van roestvrij staal op een manier dat gieten niet kan worden gerepliceerd, waardoor componenten worden geproduceerd met superieure vermoeiingssterkte en slagvastheid.
De belangrijkste families die worden gebruikt bij het smeden van roestvrij staal zijn:
| Familie | Gemeenschappelijke cijfers | Typische treksterkte | Sleuteltoepassing |
|---|---|---|---|
| Austenitisch | 304, 316, 321 | 515–690 MPa | Chemische verwerking, voedselapparatuur, marine |
| Martensitisch | 410, 420, 440C | 760–1900 MPa | Bestek, kleppen, pompschachten, chirurgisch gereedschap |
| Dubbelzijdig | 2205, 2507 | 620–900 MPa | Offshore olie, ontzilting, drukvaten |
| Neerslag verhard | 17-4 pH, 15-5 pH | 930–1310 MPa | Lucht- en ruimtevaart, kernenergie, hoogwaardige kleppen |
Het smeden van 316L roestvrij staal is vooral dominant in de farmaceutische en voedselverwerking, omdat het lage koolstofgehalte het sensibiliseringsrisico tijdens het lassen minimaliseert, en de toevoeging van molybdeen (2-3%) de putweerstand in chloride-omgevingen aanzienlijk verbetert. Duplexkwaliteit 2205 biedt grofweg tweemaal de vloeigrens van 316L, met een minimum van ongeveer 450 MPa, wat dunnere wandontwerpen en een lager componentgewicht mogelijk maakt zonder de levensduur in gevaar te brengen.
Gereedschapsstaalsmeedstukken: extreme hardheid voor vorm- en snijtoepassingen
Gereedschapsstaal is speciaal ontworpen om zijn hardheid en vorm te behouden onder extreme mechanische belasting, slijtage en hitte. Wanneer gereedschapsstaal via het smeedproces wordt geproduceerd, ontwikkelt het een verfijnde, uniforme korrelstructuur die aanzienlijk langer meegaat dan gegoten of gewalste alternatieven in veeleisende gereedschapstoepassingen.
Smeedstukken van gereedschapsstaal zijn gegroepeerd volgens het AISI-classificatiesysteem:
- H-serie (heet gereedschapsstaal): Kwaliteiten zoals H13 en H11 zijn zo samengesteld dat ze bestand zijn tegen verzachting bij temperaturen boven 500°C. H13 is de wereldwijde standaard voor spuitgietmatrijzen, extrusiegereedschappen en heetsmeedmatrijzen zelf. Het bereikt een HRC van 48–52 HRC na warmtebehandeling, terwijl het voldoende taaiheid behoudt om herhaalde thermische cycli te overleven.
- D-serie (koud werk, hoog chroom): D2 bevat ongeveer 12% chroom en 1,5% koolstof, waardoor het een uitzonderlijke slijtvastheid heeft bij kamertemperatuur. Het wordt gebruikt voor het stansen van matrijzen, vormgereedschappen en ponsen waarbij maatnauwkeurigheid bij zeer hoge productieruns van cruciaal belang is.
- M-serie (snelstaal): M2 en M42 behouden hun snijkant bij temperaturen waarbij koolstofstalen gereedschappen alle hardheid zouden hebben verloren. De combinatie van wolfraam, molybdeen en kobalt geeft M42 een voordeel in hete hardheid, waardoor het onvervangbaar is in boren, tappen, frezen en broches.
- P-serie (vormstaal): Ontworpen voor kunststof spuitgietmatrijzen, is P20 een van de meest gebruikte gesmede vormstaalsoorten. Het wordt doorgaans geleverd in voorgeharde toestand bij 28–34 HRC, waardoor er geen warmtebehandeling na de bewerking nodig is.
Het smeden van gereedschapsstaal vereist een nauwkeurige temperatuurregeling. H13 moet bijvoorbeeld tussen 1010°C en 1150°C worden gesmeed en moet na het smeden langzaam worden afgekoeld om scheuren te voorkomen. Onjuiste smeedpraktijken introduceren restspanning en grove carbidenetwerken die de taaiheid dramatisch verminderen.
Smeedstukken van microgelegeerd staal: efficiëntie in bijna-netvorm zonder warmtebehandeling
Microgelegeerde staalsoorten – ook wel HSLA-staalsoorten (High Strength Low Alloy) genoemd in smeedcontexten – vertegenwoordigen een moderne technische oplossing die de vervormbaarheid van koolstofstaal combineert met sterkteniveaus die voorheen gelegeerd staal en een warmtebehandeling na het smeden vereisten. De belangrijkste toevoegingen zijn vanadium (0,05–0,15%), niobium (0,02–0,05%) en titanium, in zeer kleine hoeveelheden die tijdens gecontroleerde koeling neerslaan als fijne carbiden en nitriden.
Het belangrijkste commerciële voordeel is dat smeedstukken van microgelegeerd staal vloeisterktes van 500–700 MPa kunnen bereiken zonder afschrikken en temperen, waardoor een grote kosten- en tijdstap in de productiecyclus wordt geëlimineerd. Autofabrikanten hebben om precies deze reden in grote lijnen microgelegeerde kwaliteiten toegepast voor drijfstangen, krukassen en fusees.
Veel voorkomende microgelegeerde smeedkwaliteiten zijn 38MnVS6, 46MnVS3 en SAE 1548V. Deze kwaliteiten zijn zo ontworpen dat het smeedproces en de daaropvolgende gecontroleerde luchtkoeling de uiteindelijke mechanische eigenschappen bereiken in een enkele thermische cyclus, ter vervanging van twee afzonderlijke ovenbewerkingen. Bij het smeden van grote hoeveelheden auto's vertaalt dit zich in energiebesparingen tot 30% per onderdeel vergeleken met quench-and-temper-routes.
Eén beperking is dat microgelegeerde staalsoorten smallere procesvensters hebben dan conventionele gelegeerde staalsoorten. De temperatuur van het eindsmeedstuk moet zorgvuldig worden gecontroleerd – doorgaans tussen 900°C en 1050°C – om een goede precipitatieharding tijdens het afkoelen te garanderen. Elke afwijking van de doelmicrostructuur resulteert in onvoorspelbare mechanische eigenschappen en mogelijke afkeuring van volledige smeedruns.
Op nikkel gebaseerde en hittebestendige stalen smeedstukken voor extreme omgevingen
Naast de standaardclassificaties bestaat er een gespecialiseerde categorie hittebestendig en nikkelhoudend staalsmeedwerk voor toepassingen waarbij de bedrijfstemperaturen hoger zijn dan wat conventionele gelegeerde staalsoorten kunnen verdragen. Deze omvatten kruipvaste soorten voor energieopwekking en turbineschijven in de lucht- en ruimtevaart, evenals maragingstaal voor structurele toepassingen met ultrahoge sterkte.
Kruipbestendig staalsmeedwerk
Kwaliteiten zoals P91 (9Cr-1Mo-V) en P92 worden veel gebruikt in gesmede stoomkoppen, kleplichamen en turbinebehuizingen in kolen- en gascentrales die werken bij temperaturen boven 600 °C. P91-smeedstukken zijn ontworpen om weerstand te bieden aan kruip – de langzame, tijdsafhankelijke vervorming onder aanhoudende belasting bij hoge temperatuur – met een minimale kruipbreuklevensduur van 100.000 uur onder bedrijfsomstandigheden. Hun chroomgehalte biedt ook weerstand tegen oxidatie die gewoon koolstofstaal niet kan evenaren boven 450°C.
Maraging staal
Maragingstaal bevat 18% nikkel en een zeer laag koolstofgehalte, wat zijn extreme sterkte ontleent: vloeigrens van 1400 tot ruim 2400 MPa zijn haalbaar — door het neerslaan van intermetaalverbindingen tijdens de warmtebehandeling bij veroudering. Gesmede onderdelen van maragingstaal worden gebruikt in raketmotorbehuizingen voor de ruimtevaart, vliegtuigarrestatieapparatuur en ultrasterk gereedschap. Ondanks hun sterkte blijven ze redelijk taai en kunnen ze machinaal worden bewerkt voordat ze verouderen, terwijl ze nog steeds in een relatief zachte staat zijn.
Hoe het staalsmeedproces de materiaaleigenschappen per staalsoort beïnvloedt
Het smeedproces zelf – of het nu gaat om een open matrijs, een gesloten matrijs, ringwalsen of isotherm smeden – heeft een andere interactie met elk staaltype. Het begrijpen van deze interacties helpt verklaren waarom materiaalselectie en processelectie niet gescheiden kunnen worden.
Bij het smeden van gesloten matrijsstaal worden hoge vervormingskrachten uitgeoefend op een opgesloten knuppel, waardoor onderdelen met een bijna netvormige vorm worden geproduceerd met een continue korrelstroom die de componentgeometrie volgt. Deze graanstroom is verantwoordelijk voor het voordeel op het gebied van vermoeidheid en slagvastheid dat smeedstukken hebben ten opzichte van bewerkt staafmateriaal of gietstukken. Een uit staafmateriaal vervaardigde drijfstang onderbreekt de graanstroom op elk bewerkt oppervlak; een gesmede drijfstang zorgt voor een ononderbroken graancontinuïteit van begin tot eind.
Het smeedtemperatuurbereik varieert aanzienlijk tussen staalsoorten:
- Koolstofstaal en laaggelegeerd staal: typisch 1100°C – 1250°C voor warm smeden
- Roestvast staal (austenitisch): 1100°C – 1200°C, met langzamere koeling om sensibilisatie te voorkomen
- Gereedschapsstaal: 1010°C – 1150°C met verplichte langzame afkoeling in oven of isolatiemedium
- Maragingstaal: 1100°C – 1200°C, verouderd na 3-6 uur smeden bij 480°C
- Duplex roestvrij staal: 1100°C – 1180°C, gevolgd door waterkoeling om de fasebalans te behouden
Warm smeden – uitgevoerd tussen grofweg 650°C en 950°C – wint aan populariteit bij staalsoorten met middelmatig koolstofgehalte en microgelegeerde staalsoorten waarbij nauwere maattoleranties vereist zijn dan bij heet smeden mogelijk is, zonder de zware perskrachtvereisten van koud smeden. Koud smeden van staal, doorgaans gereserveerd voor koolstofarme staalsoorten, bereikt de beste oppervlakteafwerking en maatnauwkeurigheid, maar vereist aanzienlijk hogere smeeddrukken.
Het selecteren van de juiste staalsmeedkwaliteit: een praktisch raamwerk
Het selecteren van de juiste smeedstaalsoort vereist een evenwicht tussen verschillende concurrerende factoren. Geen enkele kwaliteit optimaliseert alle eigenschappen tegelijkertijd. Het volgende raamwerk omvat de beslissingsvariabelen die het meest relevant zijn voor industriële toepassingen:
- Mechanische vereisten: Definieer de minimale vloeigrens, hardheid, impactenergie (Charpy-waarden) en vermoeiingslevensduur. Dit beperkt de categorie onmiddellijk: als je een vloeigrens van 1200 MPa nodig hebt, wordt koolstofstaal geëlimineerd; als 400 MPa voldoende is, is gelegeerd staal onnodige kosten.
- Blootstelling aan het milieu: Chlorideomgevingen elimineren de meeste koolstof- en laaggelegeerde staalsoorten, tenzij gecoat. Hoge bedrijfstemperaturen sluiten koolstofstaal boven ongeveer 400°C uit en vereisen chroomhoudende kruipvaste kwaliteiten.
- Sectiegrootte en hardbaarheid: Smeedstukken met grote dwarsdoorsneden (diameter groter dan 100 mm) hebben bij kritisch gebruik gelegeerde staalsoorten nodig met voldoende hardbaarheid om uniforme eigenschappen door de doorsnede te bereiken. Koolstofstaal heeft een harde behuizing en een zachte kern in dikke delen.
- Bewerkbaarheid en stroomafwaartse verwerking: Als uitgebreid machinaal bewerken volgt op smeden, verkorten soorten met toegevoegde zwavel voor vrij verspanende eigenschappen de cyclustijd, hoewel ze iets opofferen aan de transversale taaiheid.
- Omvang en kosten: Voor zeer hoge productievolumes bieden microgelegeerde kwaliteiten die een thermische behandeling na het smeden elimineren, aanzienlijke kostenbesparingen. Voor speciale onderdelen in kleine series vormen de warmtebehandelingskosten een kleiner deel van de totale onderdeelkosten, waardoor hoogwaardige legeringssoorten beter haalbaar zijn.
In de praktijk volgen de meeste ingenieurs toepasselijke ontwerpcodes zoals ASME, EN 10250 of ASTM A668, die toegestane materialen specificeren voor specifieke servicecategorieën. Deze codes beperken de selectie tot een korte lijst van gekwalificeerde staalsmeedkwaliteiten die zijn gevalideerd voor de relevante gebruiksomstandigheden door tientallen jaren praktijkervaring en gestandaardiseerde tests.
Industriespecifiek gebruik van staalsmeedkwaliteit
Verschillende sectoren zijn op basis van tientallen jaren aan prestatiegegevens en wettelijke eisen samengekomen op het gebied van de voorkeursmaterialen voor het smeden van staal. Het begrijpen van deze industrienormen biedt een praktisch startpunt voor specificatiewerk.
Automotive smeden van staal
De automobielsector verbruikt wereldwijd het grootste volume aan smeedstukken van staal. Krukassen in personenauto's worden voornamelijk gesmeed uit microgelegeerd staal met middelmatig koolstofgehalte (38MnVS6) of 1045 quench-and-temper staal. Krukassen voor zware vrachtwagens gebruiken 4340 of soortgelijke nikkel-chroom-molybdeen gelegeerde staalsoorten vanwege hun superieure vermoeidheidsprestaties bij hogere specifieke vermogens. Drijfstangen zijn substantieel verschoven naar breuk-gespleten ontwerpen met C70S6 hoog koolstofstaal, waardoor de dop na het smeden kan worden afgebroken en vervolgens met buitengewone precisie weer in elkaar kan worden gezet - het elimineren van machinale bewerkingen en het verlagen van de productiekosten van drijfstangen met ongeveer 15-20% vergeleken met traditioneel frezen en slijpen.
Smeedstukken van olie- en gasstaal
Zure serviceomgevingen – waar waterstofsulfide aanwezig is – stellen bijzonder strenge eisen aan het smeden van staal. NACE MR0175/ISO 15156 regelt de materiaalkeuze voor zure toepassingen, en beperkt de hardheid tot maximaal 22 HRC voor de meeste koolstof- en laaggelegeerde staalsoorten om sulfidespanningsscheuren te voorkomen. F22 (2,25Cr-1Mo) en F5 (5Cr-0,5Mo) zijn standaard smeedlegeringen voor kleplichamen en flenzen in putmond- en pijpleidingtoepassingen bij hoge temperaturen, hoge druk.
Smeedstukken van ruimtevaartstaal
Onderdelen van landingsgestellen behoren tot de structureel meest veeleisende smeedstukken van staal. 300M-staal (een gemodificeerd 4340 met toevoegingen van silicium en vanadium) is het overheersende landingsgestelmateriaal en bereikt treksterktes van 1930 MPa of hoger. AerMet 100 en andere ultrasterke staalsoorten zorgen ervoor dat de treksterkte boven 1965 MPa ligt, terwijl de breuktaaiheid wordt verbeterd in vergelijking met eerdere hogesterktekwaliteiten. Elk smeden in de lucht- en ruimtevaart wordt onderworpen aan 100% ultrasone tests en vaak magnetische deeltjesinspectie, waarbij traceerbaarheid naar smeltwarmte en smeedstuk vereist is.
Energieopwekking en kernsmeedstukken
De smeedstukken van grote turbinerotoren wegen tussen de 5 en 200 ton en worden geproduceerd uit laaggelegeerde staalsoorten zoals 26NiCrMoV11-5 of 30CrMoNiV5-11. Deze smeedstukken vereisen strak gecontroleerde zwavel- en fosforgehalten (doorgaans minder dan 0,005% elk) om een hoge slagvastheid te garanderen bij de bedrijfstemperatuur van de turbine. Voor het smeedwerk van drukvaten in kernreactoren wordt gebruik gemaakt van A508 klasse 3 (equivalent aan 20MnMoNi4-5 in Europese normen), een kwaliteit met een lange validatiegeschiedenis van de regelgeving en uitgebreide Charpy- en breuktaaiheidsdocumentatie vereist door nucleaire veiligheidscodes.
Kwaliteitsnormen en testen voor staalsmeedstukken
Ongeacht de kwaliteit van het smeedstaal volgt de kwaliteitsborging een consistent patroon dat wordt beheerst door internationale normen. De meest genoemde normen voor smeedstukken van staal zijn onder meer ASTM A668 (algemeen smeedwerk van gelegeerd staal), ASTM A182 (flenzen en fittingen van gelegeerd staal), EN 10250 (smeedwerk van open matrijsstaal voor algemene techniek) en API 6A (bron- en kerstboomapparatuur).
Standaardkwaliteitscontroles voor onderdelen van gesmeed staal omvatten:
- Mechanisch testen: Treksterkte, rekbaarheid, rek, oppervlaktereductie en Charpy-impact (bij gespecificeerde temperaturen tot -196°C in sommige cryogene toepassingen)
- Verificatie van de hardheid: Brinell-hardheid (HBW) gecontroleerd op representatieve dwarsdoorsneden, en soms wordt de hardheid doorkruist om doorharding te bevestigen
- Ultrasoon onderzoek (UT): 100% volumetrische inspectie voor ondergrondse defecten, waarbij acceptatiecriteria verwijzen naar equivalente gatgroottes met vlakke bodem, doorgaans variërend van FBH 2 mm tot FBH 6 mm, afhankelijk van de specificatie
- Verificatie van de chemische samenstelling: Pollepel- en productanalyse om naleving van de kwaliteit te bevestigen, vaak met strengere limieten voor restelementen dan de basisnorm vereist
- Macro- en microonderzoek: Ets in dwarsdoorsnede om de korrelstroom, segregatie en interne stevigheid zichtbaar te maken; metallografisch onderzoek voor bevestiging van korrelgrootte en microstructuur
Smeedstukken die na een warmtebehandeling niet slagen voor de ultrasone tests, moeten worden gesloopt of opnieuw worden verwerkt; er is geen reparatiemogelijkheid voor interne defecten in een massief smeedstuk. Dit maakt de selectie van schone, vacuümontgaste stalen knuppels en zorgvuldige procescontrole tijdens het smeden van cruciaal belang voor het bereiken van acceptabele opbrengsten, vooral bij grote smeedstukken van gelegeerd staal voor energie- en defensietoepassingen.